小米集团董事长雷军公布小米百万美金年度技术大奖。除“小米澎湃OS架构”获奖之外,“一体化大压铸技术”也拿到了小米内部规格最高的奖项。雷军表示,两个获奖团队为小米实现“人车家”全生态闭环做出重要贡献。
一体化压铸技术获此殊荣,足以说明小米汽车对这项技术的青睐。小米SU7技术发布会上,雷军还特地宣传了小米汽车全栈自研的9100吨一体化大压铸设备集群系统。一时间,一体化压铸技术被送上热搜。
图片来源:小米汽车
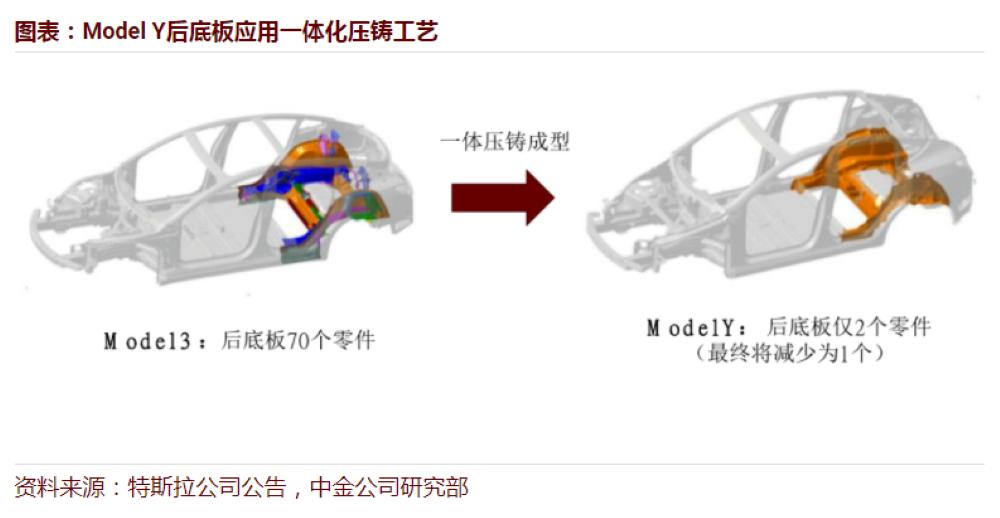
一体化压铸技术并非一项全新技术。2020年9月,特斯拉将一体化压铸概念引入国内。彼时,一台重达410吨巨型压铸机,将原来由70多个零件冲压、焊接而成的Model Y后车架,2分钟之内便被一体压铸成型。如今,特斯拉使用6000-9000吨级的大型压铸机,通过一体化压铸技术生产Model Y的前后结构,大大降低了生产成本。
随着特斯拉一体化压铸技术上的成功,国内多家车企纷纷跟进。特斯拉之后,蔚来、小鹏、理想、问界、极氪等造车势力纷纷入局,并陆续推出量产车型。一体化压铸技术俨然成为车企内卷的新方向。
不过,一体化压铸技术固然有着巨大优势,但是高企的投入成本,难以保证的良品率,不可忽视为维保成本,成为拦在一体化压铸发展面前的诸多难点。毕竟,强如特斯拉也曾在格伦海德超级工厂生产出60%的大型铸件废品,一时间“铸件墓地”事件成为热点。
如今,一体化压铸技术风云再起。究竟只是营销噱头,还是会真正迎来市场爆发?
特斯拉:一体化压铸技术先锋
2019和2021年,特斯拉先后申请了一体式压铸大型构件的模具和集成吸能铸件专利; 2020年9月,马斯克在特斯拉电池日上介绍了一体化压铸的计划,并首先应用于Model Y后地板总成的制造。值得一提的是,这可以使Model Y下车体总成重量降低30%。
一体化压铸指的是利用大吨位压铸机将多个零部件一次压铸成型。汽车制造业专家张锋(化名)表示,一体化压铸打破了传统的汽车制造工艺模式,零部件一次压铸成型,数量大幅降低,同时避免了复杂的连接工艺。
张锋进一步解释,特斯拉Model 3的后地板需要70多个冲压件、挤压件和铸件,采用一体化压铸技术的Model Y仅需2个一体成型的部件,焊点数量从约800个减少到50个。
相关数据还在不断提升,2022年特斯拉奥斯汀工厂生产的Model Y后地板仅需1个零部件,且车身前部前纵梁位置也实现一体化压铸,Model Y前后车身零部件数量相比Model 3的171个减少到2个,焊点和焊缝数量减少1600个以上。
零部件数量和焊点数量大幅减少的背后,必然是生产效率的大幅提升。相比采用传统冲压、焊装工艺,完成一辆特斯拉Model Y后地板总成需要2小时左右,而采用一体化压铸技术的Model Y后地板总成,只需2分钟便可加工完毕。
当然,从成本角度来考虑,已经形成规模化效应的特斯拉,通过一体化压铸技术带来的降本效果也十分明显。粗略估计,特斯拉采用大型压铸机后,工厂占地面积减少了30%,相关自动化产线的人力成本节省20%,采用一体化压铸后Model Y后地板生产成本降低了40%。
目前来看,特斯拉Model Y可实现后地板及前纵梁一体化压铸,未来有望实现整个下车体、车身结构件乃至整体车身的一体化压铸。相关成本也可能进一步降低。
正因为特斯拉在一体化压铸技术上的推进,引发了众多车企的积极布局。在张锋看来,一体化压铸技术凭借其生产效率高、成本低等优点,同时助力汽车轻量化发展,甚至颠覆传统汽车制造工艺,不断被各大车企看好。
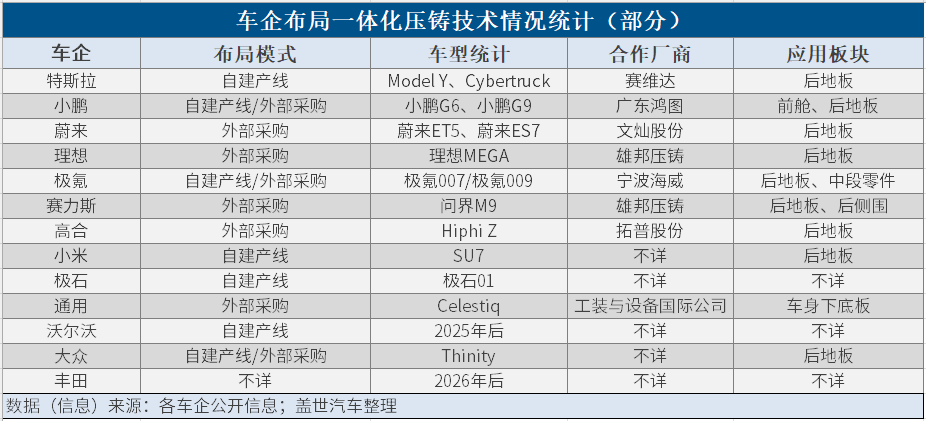
盖世汽车初步统计,布局一体化压铸技术的车企已经不下10余家。比如,蔚来ET5的后底板采用了一体化压铸工艺,小鹏G6、小鹏G9前舱、后地板采用一体化压铸技术。当然,还有极氪、沃尔沃、大众等企业也纷纷引入一体化压铸技术。
有业界观点认为,一体式压铸技术有可能成为继福特流水线和丰田精益生产方式之后,汽车行业的第三次制造革命。
当然,一体化压铸技术在特斯拉引领之下,以及产业链上下游不断探索之下,相关技术水平也在不断提升。比如,从压铸机吨位上来看,从6000吨提升至8000吨,特斯拉则在Cybertruck采用 9000吨一体压铸机器,小米对外宣传自研的一体压铸机达到9100吨。小鹏汽车董事长何小鹏透露,小鹏X9采用1.2万吨一体压铸,同时还在研发1.6万吨一体压铸机器。
从发展局势来看,汽车一体化压铸行业的中国军团正在逐步形成。正如张锋所言,“特斯拉有的东西,我们也要有,并且还要在他的基础之上实现超越。”
技术门槛高,降本是伪命题?
一项技术的推进过程中,总会有两面性。一体化压铸技术亦是如此,在拥有诸多优势的同时,技术门槛、成本问题以及后续维保问题,都是迈不过去的问题。
从技术门槛角度来看,一体化压铸技术有着特有优势的同时,也意味着高技术难度的挑战。“一体化压铸要跨越的一道坎就是良品率的问题,产品良品率如果太低,产能就很难上去。”某车企技术人员王辉(化名)告诉盖世汽车,特别是大铸件,生产难度更是可想而知。
王辉用更为直观的观点解释,“一体化压铸不是简单地像做月饼那样,往模具里加一块馅,一压就完成。”王辉表示,模具设计阶段,就必须做好惰性气体保护、真空去孔等问题,后续还涉及冷却、热处理等一系列步骤,一旦温度、密度、液体流速掌握不到位,压铸精度就会受到影响。
特斯拉格伦海德超级工厂沦为“铸件墓地”;图片来源:海外媒体
“如果一体化压铸技术难度不高,特斯拉格伦海德超级工厂也不会背上‘铸件墓地’的之名”。王辉强调,大型压铸机工艺复杂,需要对复杂的系统进行协调控制,对理论水平以及实践经验的要求都高,十分考验良品率。
强如特斯拉,也几乎耗费了近一年时间,才将一体化压铸后地板良品率从30%提升到85%左右。
而所谓降本增效问题,也是在有前提条件的基础之上。至少,从前期投入上来看,一体压铸技术要耗费大量资金,同时需要雄厚的技术积淀。这也意味着,巨大的沉没成本。
相关研究机构数据显示,一台9000吨级别压铸机售价可达到9000万元,平均每吨一万元。而压铸机吨位达到万吨级别的时候,成本可能会更高。车企一旦投入1-2台压铸机,这一项成本就是1-2亿元的投入。
中金证券曾经在一份报告中测算了一体压铸化的成本情况,同样年产10万辆车,采用传统冲压-焊接工艺时,设备总投资约5.2亿。而全部采用一体压铸工艺,相对应环节设备总投资为7.1亿。整体来看,采用一体化压铸技术的总投入成本不降反升。
有业内人士争议,特斯拉Model 3至今未采用一体化压铸技术,或许与这项技术的高投入有关。Model 3作为特斯拉旗下走量车型,当下也不可能为其切换产线,新建工厂。
还有一点也非常重要,一体化压铸技术的推进,需要走量车型为依托,作为一开始就需要大笔投入的技术,只有规模化车型才能摊平成本。否则,一体化压铸设备的成本投入,以及后续设备维护成本,没有可观的销量为依托,车企必然难以消化。
用户端的维保问题,一直是消费者心中的一道坎。2021年底,“特斯拉Model Y保费一夜涨6000元”的话题,就曾冲上热搜。而背后的归因,或许与特斯拉一体化压铸技术有关。
网传一辆特斯拉Model Y车尾撞墙,显示车辆自右后门至尾门右侧大面积损伤,预估维保费用就高达20万元。如此高额的维修费,还不如重新购买一辆新车实在。
总结下来,一体化压铸技术也会在一定程度上导致维护成本增加。传统车型发生碰撞或者剐蹭,通过简单的钣金或者更换就能维修,成本上也处于相对可控的局面。而一体化压铸部件一旦损坏,面临的就是直接更换的问题,整体维保成本必然高企。
一体化压铸技术需长远视角
2023年,工信部等部门发布《关于推动铸造和锻压行业高质量发展的指导意见》,明确到2025年包括一体化压铸、轻质高强合金轻量化在内的先进铸造锻压工艺技术实现产业化应用,重点领域高端铸件、锻件产品取得突破,到2035年行业总体水平进入国际先进行列。
可见,尽管一体化压铸技术还存在诸多问题,但是发展前景依旧十分可期。
有观点认为,特斯拉出于产能、成本的需求,引领了一体化压铸的浪潮。短期来看,一体化压铸技术仍处于起步阶段,而配套产业链尚未成熟,包括大吨位压铸机、高性能免热处理材料、适配一体化压铸的大型模具的设计制造等,零部件供应商也在探索一体化压铸工艺技术。
中期来看,特斯拉已经在产业发展初期建立起先发优势。而国内车企中,蔚来、小鹏等造车新势力在传统产线基础上加速向一体化压铸转型,实现更好的成本控制,同时与供应商一起推进产业发展。
长期来看,一体化压铸作为实现铝轻量化技术最具成本效率优势的方式之一,或将颠覆传统汽车工艺制程,成为整车厂尤其是新能源车企造车的核心工艺。
长江证券分析的观点认为,压铸一体化产业链属于汽车轻量化和新能源发展进程中的二次加速产业,有望成为改变行业生态的重要创新。
根据长江证券的预测,预计2025年国内新能源车和传统燃油车一体压铸件市场规模有望达到到107.6亿元、20.8亿元,其中新能源乘用车对应的2022-2025年CAGR(复合增长率)约为75%。
无论如何,特斯拉引发的一体式压铸的热潮已经在整个行业蔓延,2024年或许会成为一体化压铸技术的大年。我们可以看到更多的一体化压铸车型上市,市场表现或许是对其最好的回应。